
Le molle in agricoltura: componenti meccanici e organi lavoranti
Di applicazione comune in ambito tecnico, le molle sono impiegate per finalità tra loro molto differenti. Nella meccanica agraria rivestono un ruolo fondamentale, essendo sfruttate anche come organi lavoranti. In questo caso, l'usura a cui sono sottoposte può essere minimizzata grazie a speciali trattamenti degli acciai con cui sono fabbricate
Nell’ambito della meccanica agraria, specie quella di stampo tradizionale, le molle sono frequentemente adottate, non solo come parti meccaniche con logiche funzioni elastiche, ma anche come veri e propri organi lavoranti del terreno o di svariati prodotti agricoli, come ad esempio i denti di alcuni erpici, oppure dei pick-up delle imballatrici, dei ranghinatori, voltafieno, ecc.
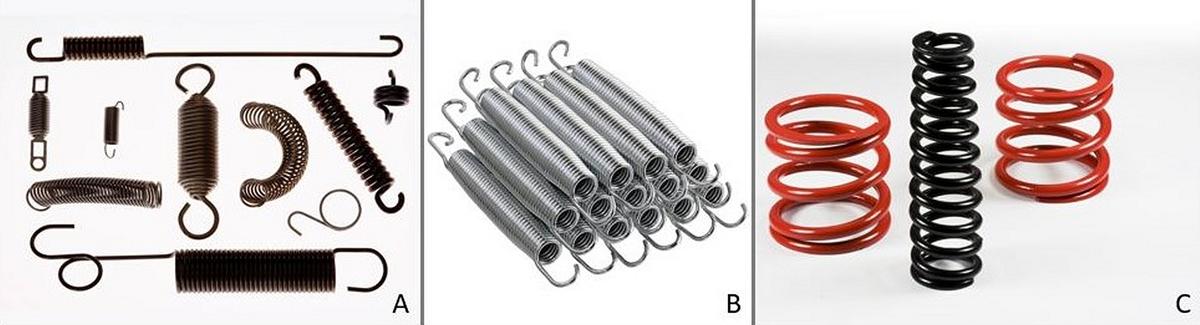
Da questo punto di vista, le applicazioni delle molle sono estremamente numerose, e di conseguenza anche la loro conformazione. In linea di massima, le molle applicate alle macchine agricole si differenziano prevalentemente per la loro funzione, ovvero: a torsione (singola o doppia): il filo metallico, di diametro commisurato alla resistenza da esercitare, è avvolto su se stesso; i due terminali sono i punti soggetti alla forza. La principale differenza tra molle a singola o doppia torsione risiede nel numero di corpi spiralati; a trazione: lavorano per estensione, ovvero oppongono una resistenza alla forza applicata lungo l’asse principale, che ne causa un allungamento più o meno accentuato. Il pericolo in questo caso è lo snervamento, ovvero il superamento di un determinato valore limite di allungamento, che ne determina una deformazione plastica o permanente; a compressione: come del resto le precedenti, anche questi tipi di molle lavorano con forze applicate lungo l’asse di sviluppo principale, ma sono soggette in questo caso ad un accorciamento, che riduce la distanza tra le spire (talvolta fino ad annullarla).
Oltre alle molle che lavorano nelle attrezzature con le modalità illustrate, in agricoltura è ormai consolidata l’adozione di molle che costituiscono gli organi lavoranti elastici di alcune macchine operatrici, tra cui voltafieno, ranghinatori, andanatori, raccogli-imballatrici, carri autocaricanti e macchinari per la preparazione del terreno, come ad esempio gli erpici a denti elastici. Sebbene in apparenza differenti per conformazione, robustezza e modalità di azione, sono accomunate per lavorare tutte a torsione, e sono quindi caratterizzate da un corpo spiralato e da due bracci esterni, sui quali sono applicate le forze a cui devono reagire.
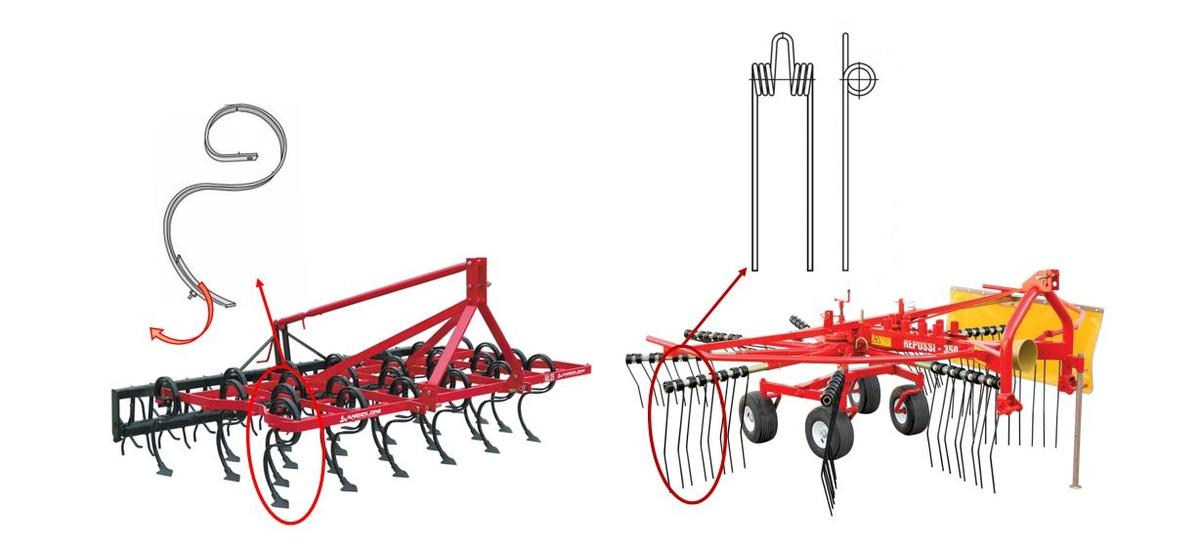
Tipici sono gli organi lavoranti dell’erpice a denti elastici e del ranghinatore: nel primo caso si tratta di un dispositivo che, affondato parzialmente nel terreno, fa lavorare a torsione il nastro di materiale metallico in acciaio (o le sue leghe). La forza di torsione viene in pratica sviluppata per la resistenza che il suolo oppone allo strisciamento di una delle estremità della molla, mentre la macchina avanza linearmente. Ciò provoca la frantumazione delle zolle precedentemente generate dall’aratura del terreno. L’estremità opposta (superiore) di ogni molla/dente è invece imbullonata al telaio dell’erpice.
Nonostante lavori in maniera differente, l’organo lavorante del ranghinatore ha una conformazione similare dei denti che, seppur con una robustezza decisamente inferiore a quelli del’erpice a causa della minor resistenza opposta dal prodotto lavorato (ovvero il foraggio in luogo del terreno), sono comunque realizzati con nastri di acciaio o leghe con fili a sezione circolare. In questo caso i denti sono costituiti da una molla che lavora a doppia torsione (e quindi è composta da due corpi spiralati), che per movimentare con efficienza il materiale sfalciato hanno entrambe le estremità orientate verso il basso, per cui la molla risulta essere speculare sul piano orizzontale. Nel dettaglio, l’organo lavorante a molla è inserito per scorrimento nella sua sede, e poi fissato con un bullone.
I tipi di acciaio
I materiali adottati per la costruzione delle molle devono essere commisurati in base alla destinazione d’uso (ferro, acciai, leghe, ecc.). Per le molle ad uso prettamente componentistico, molto usato è il filo d’acciaio al carbonio, conforme alla norma UNI EN 10270. Si tratta di materiali caratterizzati da differenti prestazioni, in base alla denominazione (SM, SH o DH) e al diametro del filo considerato, solitamente compreso tra 1 e 20 mm. Più nel dettaglio, il filo marcato SM è adatto per resistere a sollecitazioni statiche medio-alte o dinamiche rare, quello SH invece va bene per carichi statici superiori o sollecitazioni maggiormente dinamiche, mentre il DH è indicato quando gli input statici sono elevati e quelli dinamici sono di medio livello. In sostanza, la composizione chimica degli acciai è simile, con un contenuto aumento del carbonio e una diminuzione di fosforo, zolfo e rame per la lega maggiormente performante.
Infine, il medesimo standard normalizza anche le molle in acciaio inox, di vantaggioso impiego quando è prevista l’esposizione ad agenti corrosivi e a variazioni significative di temperatura. In tal caso, a fronte di un’elasticità leggermente inferiore rispetto ai tipi già illustrati, il contenuto in cromo nella lega è logicamente notevole (dal 16 al 19%), con una significativa presenza anche del nichel (6-9,5%), nonché del silicio e del manganese (2% entrambi).
L’usura
Se impiegate come organi lavoranti, ma anche come componenti di macchine, le molle sono tipicamente soggette a usura, di natura abrasiva, erosiva e corrosiva. I primi due tipi riguardano prevalentemente gli organi lavoranti che entrano in contatto con il suolo o con materiali “tenaci”, generando quindi un intenso attrito per strisciamento, che risulta essere tanto più accentuato quanto più è importate la componente silicea del materiale. L’usura abrasiva, causata dall’impatto e dalla movimentazione dell’utensile, consuma assottigliandolo l’organo lavorante, senza escludere l’eventualità di danneggiamenti imprevisti per impatto accidentale con sassi e pietre di ragguardevoli dimensioni.
L’usura erosiva invece avviene in modo opposto: se quella abrasiva è provocata dall’urto dell’organo lavorante contro il materiale da lavorare, in questo secondo caso è la sostanza abrasiva a urtare contro l’oggetto. E’ ad esempio il caso dei denti dei carri autocaricanti, dei ranghinatori ecc. Si tratta peraltro di un’usura di minor intensità rispetto all’abrasione, ma che se sottovalutata può causare lesioni e rotture degli organi lavoranti.
Infine, l’usura di tipo corrosivo è di natura chimica anziché fisica, ed è causata dal contatto prolungato con sostanze che reagiscono con il metallo, e comportano un indebolimento della sua struttura.
La corrosione può riguardare indifferentemente sia gli organi lavoranti che le molle interne, e dipende dal contatto con agenti chimici di origine molto varia, quali i fertilizzanti minerali, i fitofarmaci, le deiezioni zootecniche, i liquidi per il lavaggio, oppure più semplicemente l’acqua stessa, sia essa di origine meteorica o antropica.
Un ulteriore tipo di usura, affine a quella corrosiva, è l’ossidativa, per la quale l’agente del danneggiamento è l’ossigeno presente in atmosfera, che vede la sua deleteria azione potenziata da condizioni di elevata umidità.
I trattamenti delle molle
Per garantire una maggior resistenza, una più lunga durata e un gradevole aspetto estetico, i materiali adottati per la costruzione delle molle sono sottoposti a diversi trattamenti, finalizzati ad aumentare la robustezza del prodotto finito, a proteggerlo dalla corrosione e più in generale a minimizzare i possibili danni provocati da un ambiente difficile dal punto di vista ambientale, quale è tipicamente quello agricolo. I principali trattamenti riguardano comunque la protezione dalla corrosione. Nel dettaglio: la brunitura: conferisce una colorazione artificiale della superficie del metallo, prevenendone inoltre l’ossidazione; la zincatura: garantisce anch’essa la protezione (quantomeno parziale) da agenti corrosivi, mediante l’applicazione di un sottile strato di zinco su tutta la superficie del filo, prima della fabbricazione della molla; il cosiddetto “Geomet”: definizione commerciale di un procedimento finalizzato al rivestimento non galvanico del metallo a base di zinco e alluminio, con efficacia anticorrosiva. È indicato per elementi che possono entrare in contatto con sostanze chimiche aggressive, quali ad esempio gli acidi; la fosfatazione: oltre ad una più alta resistenza alla corrosione, rappresenta un valido substrato per la successiva verniciatura; la barilatura: si tratta di una rifinitura dei materiali metallici stampati o fusi, realizzata con elementi abrasivi. Avviene per rotolamento all’interno di un tamburo (il buratto); la pallinatura (o shot peeling): è una rifinitura per indurimento di pezzi metallici fusi o stampati, effettuata mediante l’impatto con sferette molto piccole, mantenute in vorticoso movimento con giranti centrifughe o flussi di aria compressa; la verniciatura a polvere: il metallo viene rivestito con un film di vernice, che viene fatta aderire alla superficie in modo elettrostatico. Oltre a migliorare l’aspetto estetico del prodotto finito, limita la sensibilità agli agenti aggressivi, e quindi la corrosione; la verniciatura per cataforesi: trattamento anticorrosione di elementi metallici, mediante deposito di resine epossidiche o acriliche.
Molle speciali
Oltre a quelle più classiche che lavorano in trazione, compressione o torsione, ci sono anche altri numerosi tipi di molla (cosiddette “speciali”) che si differenziano per conformazione, modalità di funzionamento e ambito di impiego. Senza la pretesa di esaurire l’argomento (indubbiamente molto vasto), si possono citare: le molle a nastro: a sezione piatta e conformate in avvolgimenti concentrici;
le molle a tazza: lavorano in compressione, e hanno una tipica forma a disco, apparendo come una rondella sagomata a tronco di cono; le molle a balestra: lavorano anch’esse in compressione, e sono il risultato dell’assemblaggio di numerose lamine metalliche;
le molle a voluta: tipicamente impiegate sulle cesoie e attrezzi da lavoro simili, sono realizzate mediante un nastro metallico i cui avvolgimenti, anziché essere piani come nelle molle a nastro, sono disposti appunto a voluta, conferendo al dispositivo una forma conica o biconica; le molle a forza costante: si tratta di molle molto compatte, costituite da un nastro arrotolato su un tamburo, che dopo aver raggiunto il carico massimo in tensione impongono una forza costante; le molle di equilibrio/regolazione: adottate prevalentemente in orologeria, sono caratterizzate da forme ovali o ellittiche, e hanno la funzione di mantenere costante la frequenza di risonanza durante l’avanzamento delle lancette.
Un ulteriore tipo particolare di molla è la molla nautica, utilizzata per gli ormeggi delle imbarcazioni; la loro struttura caratteristica permette alla molla di lavorare contemporaneamente in trazione e compressione.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}